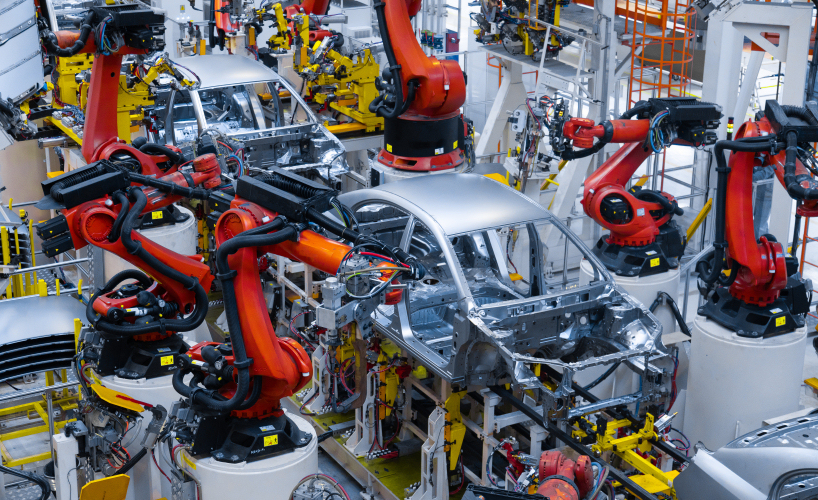
Body shell construction
Welding and joining of car body structures
VIBN of industrial robots
Body structures are assembled using various welding and joining processes. This is mainly carried out by industrial robots. It is therefore essential for virtual commissioning (VIBN) to be able to simulate these robot systems in real time. The WinMOD-SIMLINE system offers extensive 3D robot libraries from all well-known manufacturers for this purpose. The real robot programmes run in their manufacturer-specific applications, which are linked online to the WinMOD simulation system. Axis values and PLC robot signals are exchanged in real time via this high-performance connection.
We call this concept WinMOD Co-Simulation and you can find the details on our products page. Together with the coupling of the system control, a virtual system is created that enables complete commissioning of the control and robot software. WinMOD thus brings the control system developer and the robot programmer together early on in the project so that they can develop optimum solutions together, but each can work in their own familiar area.
Welding, handling, conveyor technology
For the complete VIBN of the many processes such as spot, laser or stud welding, MAG/MIG, self-pierce riveting (SPR), clinching or structural bonding, all other devices and machines must of course also be simulated, from welding guns and bonding devices to clamping and gripping devices to circulating conveyors or tool stations. For this purpose, WinMOD-SIMLINE offers 3D libraries of these elements, which simulate component processing, assembly and transport in real time. You can also integrate your 3D CAD data from your design tools or OLP programmes.
In addition to these design aspects, WinMOD also accurately simulates the hydraulic, pneumatic, drive and sensor behaviour. To do this, you import the hardware configurations directly from your control system and then connect the system signals with virtual devices from the extensive WinMOD libraries.
Further automotive solutions
Production area in which structural body parts and outer skin parts are produced from sheet metal coils or cut blanks by cold or hot forming - from the raw blank to the ready-to-install formed part.
Joins stamped/formed sheet metal parts, extruded and cast components into a dimensionally stable body structure - with defined geometry, rigidity, crash and NVH performance as a basis for painting and final assembly.
Highly automated system chains for surface pre-treatment, coating and curing of car bodies and add-on parts - designed for high throughput, reproducible appearance and corrosion protection.
Pre-assembly of front/rear axle modules as carriers for chassis, steering and drive units such as combustion engine, powertrain or e-axle. Transport up to the sequenced transfer to the „marriage“ with the body.
Highly automated process chain for the production of traction batteries - from electrode production, cell assembly and forming to module/pack assembly
This technology area comprises conveyor systems that transport and sort pallets and mesh boxes containing automotive components. The conveying elements are large roller and chain conveyors in combination with lifting, turning and sliding tables.
Fully automated high-bay warehouses that are operated by light or heavy-duty storage and retrieval machines and controlled via distributed automation systems. Warehouse management systems generate the orders for the storage and retrieval of body shells or complete car bodies.
Floor-bound conveyor technology in which car bodies or heavy modules are transported on standardised SKIDs (steel frames with vehicle-specific support points) through assembly, painting and buffer areas.
Overhead conveyor systems with electrically driven, individually controllable trolleys on monorail rails for low or high loads (up to the tonne range).
Ground-based conveyor technology in which car bodies or heavy assemblies are moved along rails on platforms. They are typically driven by friction wheels, push chain conveyors or push beams that continuously push the SKIDs forwards.